


联系我们

当前位置:
融拓金属材料(峨眉山市分公司) >
峨眉山当地综合News
精密钢管,12CrMoV精密管供应商
更新时间:2025-06-15 00:24:02 ip归属地:乐山,天气:阴转多云,温度:21-31 浏览次数:1 公司名称: 融拓金属材料(峨眉山市分公司)
以下是:乐山市峨眉山市精密钢管,12CrMoV精密管供应商的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 7/kg |
| 发货期限 | 3-5天 |
| 供货总量 | 8988896 |
| 运费说明 | 电议 |
| 产品材质 | 齐全 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 适用领域 | 机械 化工 建材 |
| 产地 | 山东 |
| 材质 | 45# |
| 品牌 | 融拓 |
| 范围 | 精密钢管,12CrMoV精密管供应范围覆盖四川省 乐山市 峨眉山市、沙湾区、五通桥区、金口河区、犍为县、井研县、夹江县、沐川县等区域。 |
以下是:乐山市峨眉山市精密钢管,12CrMoV精密管供应商的图文视频



【融拓】为您提供沙湾35Cr无缝钢管、井研高压锅炉管、夹江合金无缝钢管、沐川高压锅炉管等多元产品与服务。在乐山市峨眉山市采买精密钢管,12CrMoV精密管供应商到融拓金属材料(峨眉山市分公司)jscl2632-50,无论您是个人用户还是企业采购,我们都将竭诚为您服务。品质保证,价格优惠,厂家直销,欢迎有需要的客户来电。联系人:张经理,地址:《经济开发区东昌东路当代大厦》。 四川省,乐山市,峨眉山市 2022年,峨眉山市GDP374.13亿元,同比下降3.9%。
精密钢管,12CrMoV精密管供应商的详细视频已经上传,从产品的外观到内在,从功能到性能,视频将为您呈现一个真实、的产品形象。
以下是:乐山峨眉山精密钢管,12CrMoV精密管供应商的图文介绍


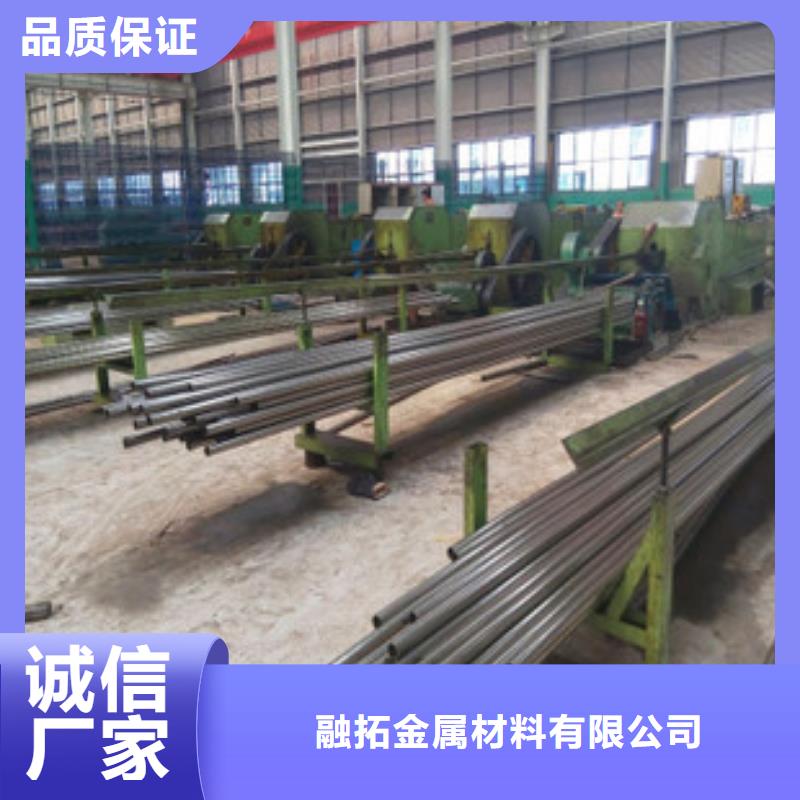
一般的精轧管的生产工艺可以分为冷拔与热轧两种,冷轧精轧管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到响应的标准。外观上冷轧精轧管要短于热轧精轧管,冷轧精轧管的壁厚一般比热轧精轧管要小,但是表面看起来比厚壁精轧管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。 热轧精轧管的交货状态一般是热轧状态经过热处理后进行交货。热轧精轧管在经过质检后要经过工作人员的严格的手工挑选,在质检后要进行表面涂油,然后紧接着是多次的冷拔实验,热轧处理后要进行穿孔的实验,如果穿孔扩径过大就要进行矫直矫正。在矫直后再由传送装置传送到探伤机进行探伤实验, 贴上标签、进行规格编排后放置到到仓库当中。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。
热轧 圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库 精轧管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成。精轧管的规格用外径*壁厚毫米数表示。精轧管分热轧和冷轧(拨)精轧管两类。



融拓金属材料(峨眉山市分公司)生产的 [钢管]从每个细节做起, [钢管]产品都力争作到精益求精。作为中国企业走向世界的准入证,“信誉”代表了我公司的市场名誉,得到了广大客户,科技发展,诚信为本”是我公司不变的追求。


精轧管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让精轧管得到非常好的保护了,对精轧管进行除锈,在给精轧管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除精轧管表面松动或翘起的铁锈。对精轧管的表面进行清洗,在对精轧管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除精轧管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。
精轧管的工艺流程:原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧精轧管焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足精轧管焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧精轧管焊接,从而获得稳定的精轧管焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根。



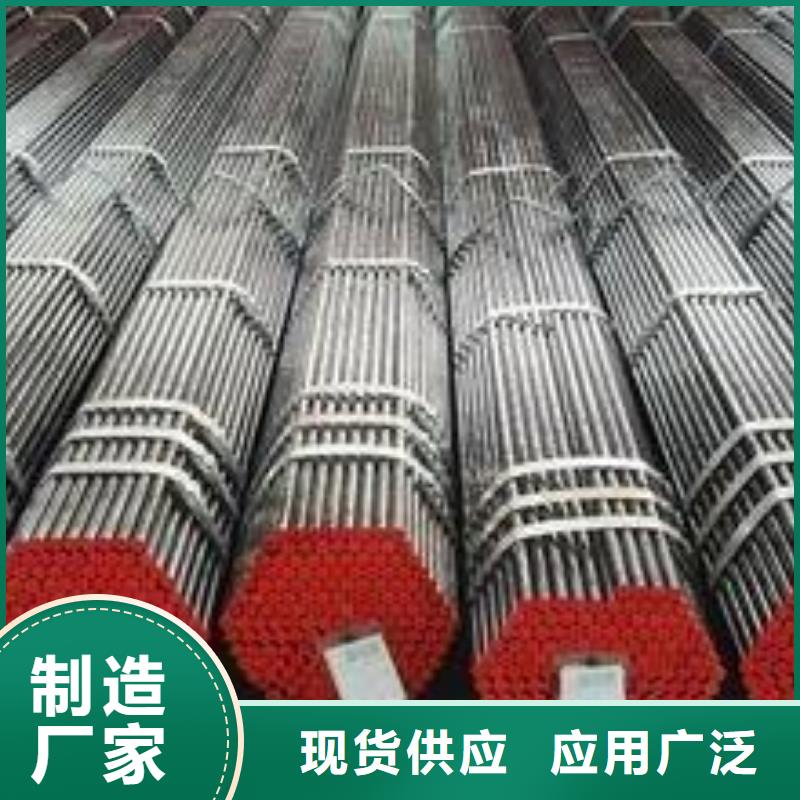
规格:热轧管外径32~630mm。壁厚2.5~75mm。冷轧管外径5~200mm。壁厚2.5~12mm。 外观质量:钢管的内外表面不得有裂缝、折叠、轧折、离层、发纹和结疤缺陷存在。这些缺陷应完全掉,后不得使壁厚和外径超过负偏差。 钢管的两端应切成直角,并毛刺。壁厚大于20mm的钢管允许气割和热锯切割。经供需双方协议也可不切头。 冷拔或冷轧精密 P91精轧管《表面质量》参照GB3639-83。
精轧管是用实心管坯经穿孔后轧制的,按生产方法不同可分为热轧管、冷轧管、冷拔管、挤压管等。
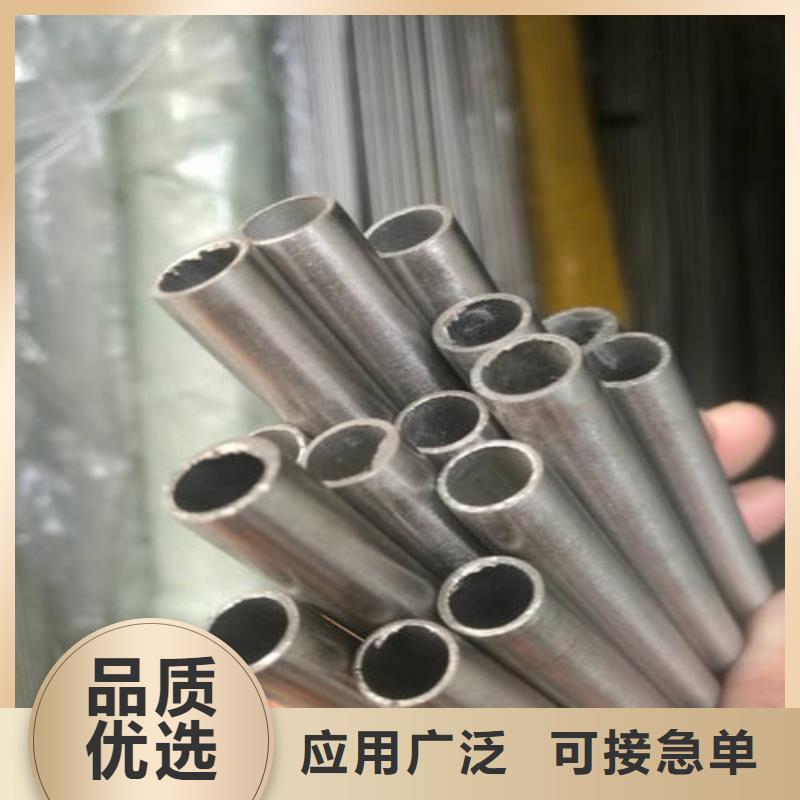
精轧管一般在自动轧管机组上生产。实心管坯经检查并表面缺陷,截成所需长度,在管坯穿孔端端面上定心,然后送往加热炉加热,在穿孔机上穿孔。在穿孔同时不断旋转和前进,在轧辊和顶头的作用下,管坯内部逐渐形成空腔,称毛管。再送至自动轧管机上继续轧制。 经均整机均整壁厚,经定径机定径,达到规格要求。利用连续式轧管机组生产精轧管是较先进的方法。
若欲获得尺寸更小和质量更好的无缝管,必须采用冷轧、冷拔或者两者联合的方法。冷轧通常在二辊式轧机上进行,钢管在变断面圆孔槽和不动的锥形顶头所组成的环形孔型中轧制。冷拔通常在0.5~100T的单链式或双链式冷拔机上进行。

融拓金属材料(峨眉山市分公司)【】在乐山市峨眉山市本地专业从事精密钢管,12CrMoV精密管供应商,价格低,发货快,效果好 (四川省 乐山市 峨眉山市、沙湾区、五通桥区、金口河区、犍为县、井研县、夹江县、沐川县)可送货上门。